UPDATE!!!!!!!!!
Ok once again let’s get caught back up to the work that has been completed.
As per requested by others hahah
death 4kqt wrote:header porn is the best
timmmy wrote:MORE.... lets get to the good stuff already

Ok, ok, I got it hahahaha
Well here she is!!!
I’ve had the manifold collector seam welded in and out for a while now, and now that I have a ton of weld-els, it’s time to dig right in and get to building.
The collector has been seam welded inside and out, completely. And with that mostly polished up, its runner time!
Based on the vr6 firing order, the front three cylinders and the rear three get paired together for the divided manifold. This saves me a lot of headache in regards to making the runners equal length.
So, I made all the runners, mostly based on smooth flow. The center line lengths have been calc’d from the centerline radius numbers that Vibrant provides.
ROUND 1 pictures
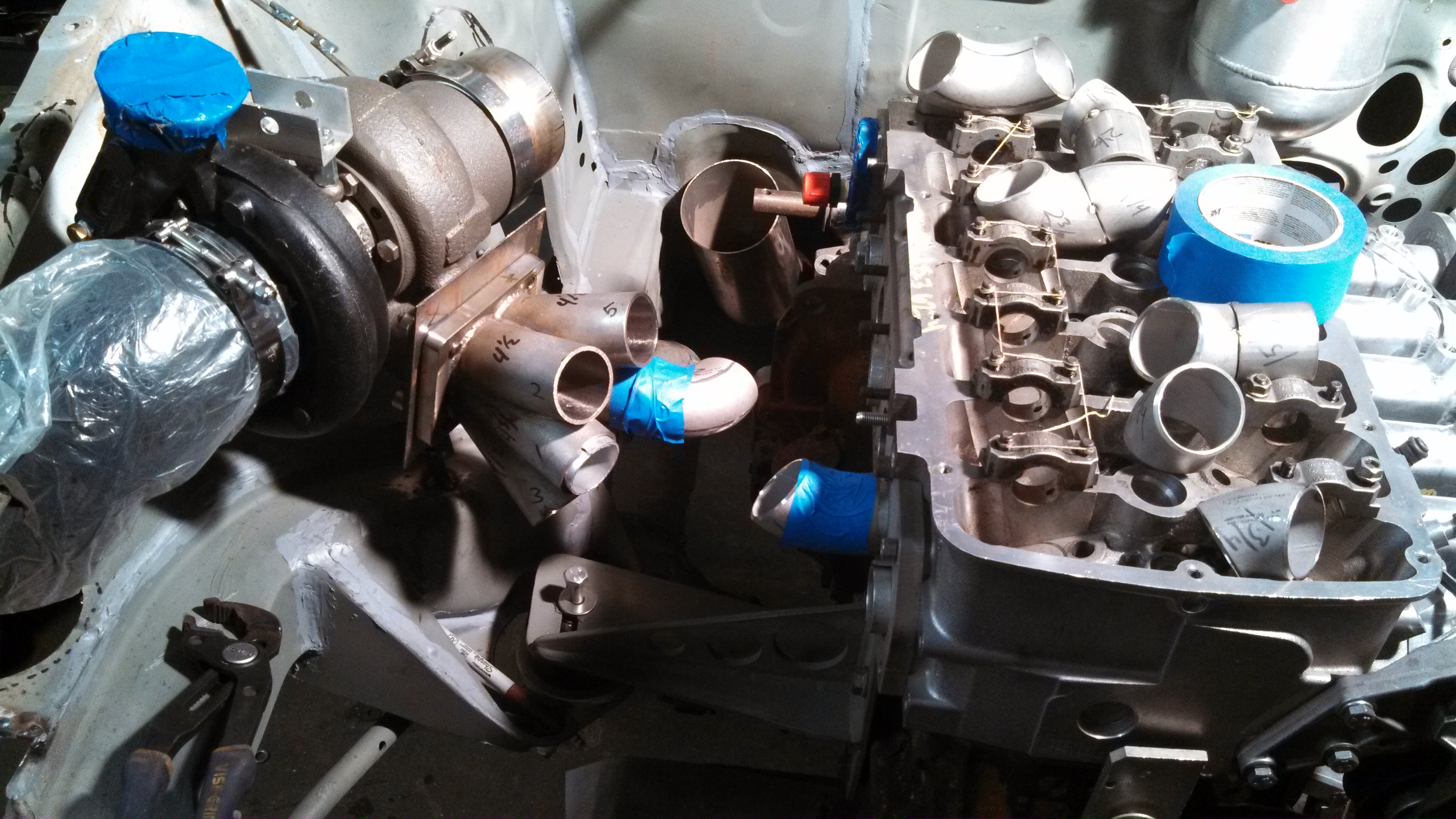
- EM rd1 getting started.jpg (1.98 MiB) Viewed 44214 times

- EM rd1 adding pieces.jpg (1.48 MiB) Viewed 44214 times
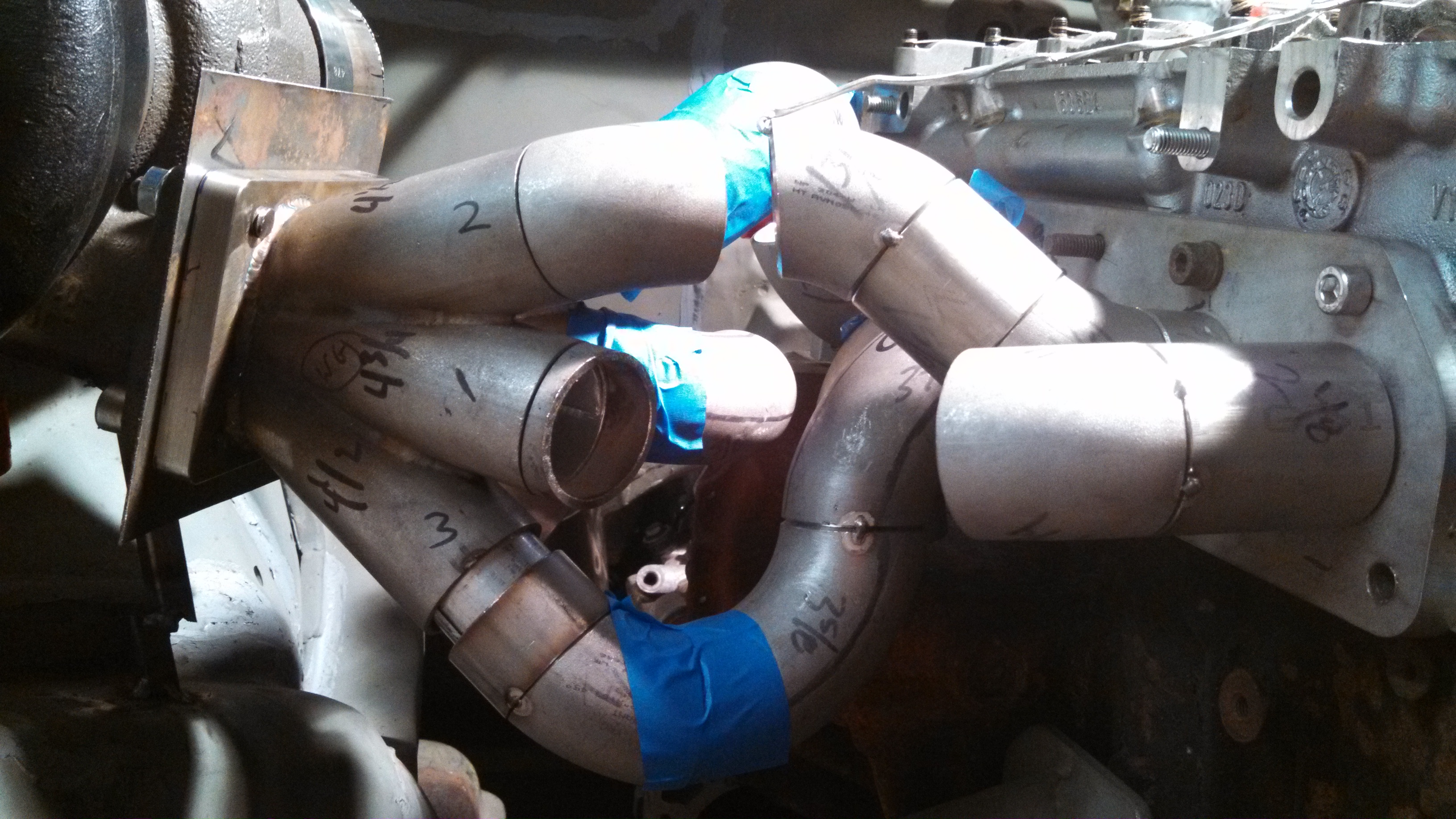
- EM rd1 getting there.jpg (1.85 MiB) Viewed 44214 times
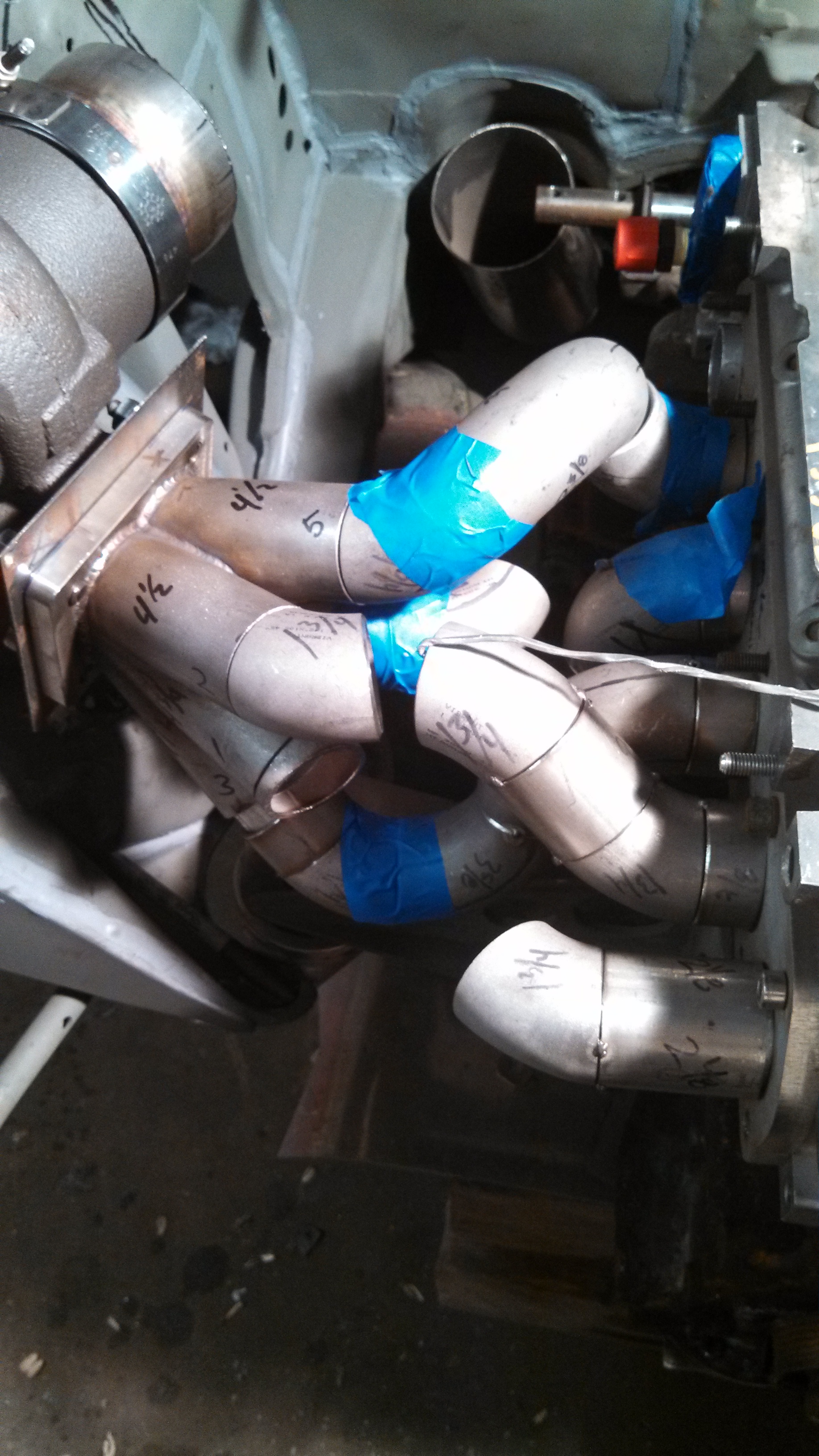
- EM rd1 getting there addl angle.jpg (1.67 MiB) Viewed 44214 times
the 3,4,5 runners are all right around mid 14”, the 1,2 and 6 runners were about 15 ½”, 16” and almost 17” respectively. That was not going to work for me so I cut half the manifold back up. It looked all cool first go around, but cutting it up, while dishearteneing is something that needs to be done to make it better hahahaa.
